您好,深圳市艾比斯精密科技有限公司网站欢迎您!
您好,深圳市艾比斯精密科技有限公司网站欢迎您!
13828810589
2020-07-23
塑胶模具产品收缩问题的避免及解决方案
因为装配的关系,一般的产品外观反面都会有加一些筋位,或装配骨位,但是在成形后表面很容易有缩影,见下文,参考尺寸以避免此类问题出现。

此筋和产品表面边接,直接会影响产品表面质量产生缩影,所以要做减胶处理,考虑强度的话可以在减胶的位置加筋条。

上图所示的为狗窝处,是直接与产品表面连接,左边的的筋位较厚,为了避免产品表面不会有缩影,所以狗窝处做避空槽,做减胶处理。

上图所示的为侧面搭接式,也是直接与产品表面连接,此更改后一定要量斜面的尺寸,而不是直接搭接处厚度的尺寸为0.85-1mm。

上图中左图的X的尺寸大于胶厚,那么产品表面肯定会有缩影,所以我们在做产品检讨时就要提出一定要将型芯侧做减胶处理,内侧的R角取消,与外观面有关系的位置都 要做渐变处理。

产品中有转角小于90度,侧面如果胶位比较厚的情况下就要提出做减胶处理。

上图中,因为没有减胶,会造成产品表面缩影,后做减胶处理就不会。

上图中筋条交叉处厚度会达不到要求,也会造成表面综影,所以要做减胶处理。

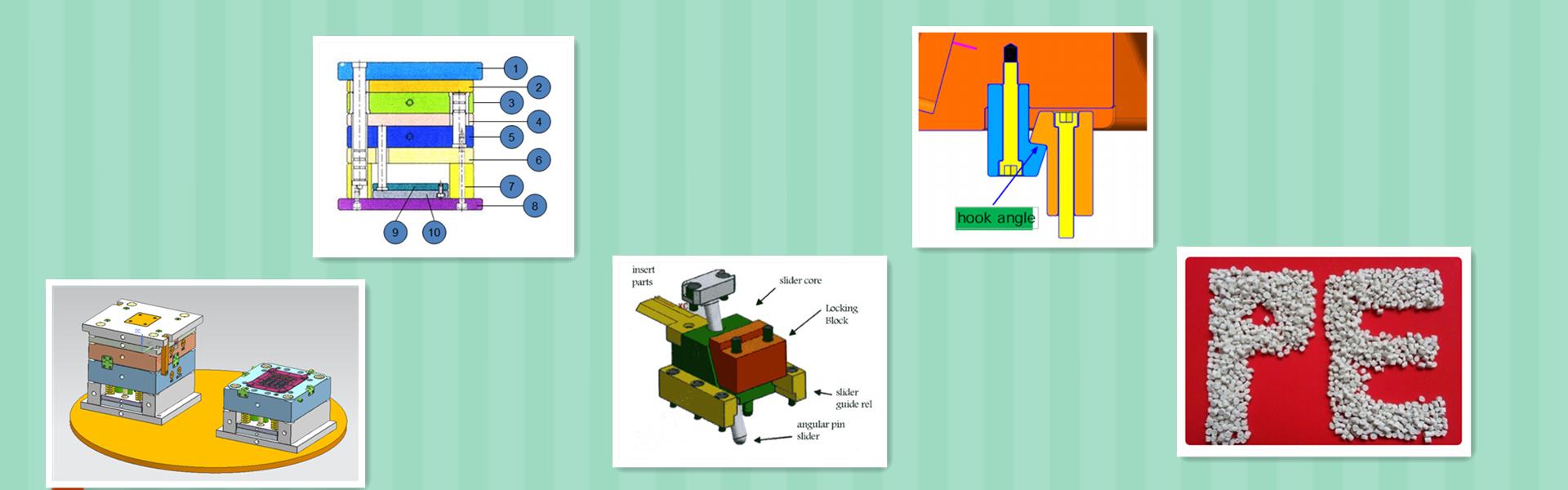
上图中筋条百度如果≧10mm, 那么模具上就要考虑镶拼和顶出,镶拼为了好加工,同时要开排气槽,还要做顶出机构。
筋条的加工第一原则先考虑高速铣能否到位,与深度有关,再考虑电为花加工,同时要考虑电火花过程中排削的问题。
当筋条较深时要考虑采用镶拼结构,胶位要全部做在镶件上,一是方便加工,二是方便维修,同时固定的方式优先考虑从正面锁螺丝。
上一条: 精密塑胶模具注塑模模架结构有几种类型